The global respiratory care market is undergoing a seismic shift. Driven by aging populations, rising urbanization, and the lingering effects of global health crises, the demand for sophisticated respiratory products has transcended beyond simple clinical needs into specialized industrial and home-care applications. As a leading manufacturer in China, Hebei ROA Medicare Co., Ltd. analyzes these shifts to provide our partners with unmatched information increment.
The "Smart Respiratory" era is here. Modern nebulizers, CPAP machines, and monitoring systems now integrate AI-driven diagnostics. We are moving from reactive treatment to predictive lung health management. Manufacturers who fail to incorporate data-driven insights into their hardware are falling behind. Our R&D focus now includes sensors that provide real-time feedback to clinicians, ensuring oxygen delivery is optimized per patient breath profile.
Projected CAGR for Respiratory Devices (2023-2030)
Procurement Shift toward Home-care Integration
Focus on IoT Connected Diagnostics
Compliance across 150+ Export Regions
B2B procurement officers in the EU and North America are no longer just looking for the lowest unit cost. The focus has pivoted to Supply Chain Resilience (SCR) and Total Cost of Ownership (TCO). Buyers require:
Hebei ROA Medicare Co., Ltd. stands at the intersection of traditional craftsmanship and "Industry 4.0" automation. Our manufacturing facility in Hebei is designed to handle high-complexity medical disposables and industrial respiratory protection with surgical precision.
We leverage local raw material clusters in China to mitigate global logistics shocks, ensuring a 99.8% on-time delivery rate even during volatile market periods.
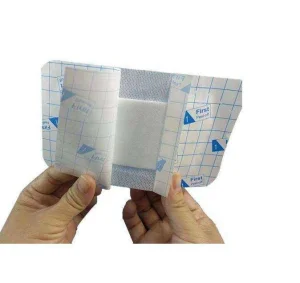
From water purifying to automated packing, our "lights-out" manufacturing segments reduce human error and ensure every sterile wound dressing or angio pack meets the same rigorous standard.
Our deep expertise in medical-grade chemistry allows us to supply specialized components like O-Diphenylphosphinylhydroxylamine with customized packaging for research and high-end industrial use.
Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that “Health, Trust, and Innovation are the foundation of every family and society.”

The name “ROA Medicare” represents responsibility, professionalism, and care for human health. We believe that healthcare is not only about products, but also about trust, safety, and long-term commitment to customers and patients worldwide.
Our company logo and brand identity reflect our dedication to the medical industry. The combination of blue and green symbolizes professionalism, reliability, health, and vitality.
At ROA Medicare, we understand that every product we manufacture and every service we provide can directly impact human health and well-being. Therefore, we always adhere to our core philosophy: “Health First, Quality Foremost, Trust Always.”
From industrial sites to neonatal intensive care, ROA Medicare products are localized for maximum efficacy.
High-strength angio packs and Zeiss MD microscope covers provide the sterile barrier necessary for complex vascular and neurological surgeries in Tier-1 hospitals.
Our PPE solutions serve the construction and chemical industries, protecting workers from particulate matter and hazardous gas exposure in demanding environments.
Wenatone hearing aids and specialized dialysis cartridges bring hospital-grade care into the home, focusing on user comfort and intuitive operation.









Addressing the core search intent of global healthcare purchasers.