The global laboratory supplies market is currently undergoing a radical transformation, driven by the surge in biotechnology R&D, personalized medicine, and a heightened focus on clinical diagnostics post-pandemic. Valued at over USD 35 billion in 2023, the industry is projected to grow at a CAGR of 7.2% through 2030. In this ecosystem, the demand for high-purity consumables, precision-engineered surgical instruments, and automated diagnostic tools is no longer localized but spans across continents from North America's pharmaceutical hubs to emerging healthcare markets in Southeast Asia and Africa.
Strategic sourcing has become the cornerstone of institutional success. Organizations are shifting from "just-in-time" to "just-in-case" procurement models, seeking Reliable Manufacturers who can guarantee sterile integrity, material biocompatibility, and consistent supply chain resilience. This is where the intersection of Chinese industrial efficiency and global quality standards becomes a decisive competitive advantage.
Modern labs require products that meet ISO 13485 and CE certifications. We bridge the gap between high-end academic research and mass-scale industrial manufacturing.
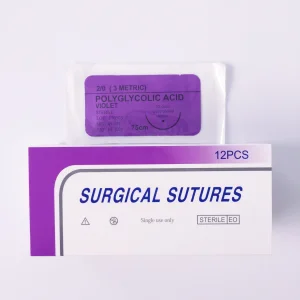
From molecular biology to routine pathology, the precision of pipette tips, sterilization indicators, and drapes directly impacts patient outcomes and research data validity.
Advanced sterilization technologies, including Plasma and Steam indicators, have become mandatory components of the modern sterile processing department (SPD).
Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that "Health, Trust, and Innovation are the foundation of every family and society."
The name “ROA Medicare” represents responsibility, professionalism, and care for human health. Our logo, combining professional blue and healing green, symbolizes safety, precision, sustainability, and hope. We don't just sell products; we deliver peace of mind through rigorous quality control and ethical manufacturing.

Our factory utilizes state-of-the-art automation and purification systems to ensure that every laboratory supply item meets the stringent requirements of clinical environments.
 Water Purifying
Water Purifying
 Precision Mixing
Precision Mixing
 Automated Filling
Automated Filling
 Sterile Packing
Sterile Packing
 Global Logistics
Global Logistics
 Casting Tape Tech
Casting Tape Tech
 Splint Engineering
Splint Engineering
 Industrial Blending
Industrial Blending
 High-Speed Filling
High-Speed Filling
The industry is moving away from single-use plastics toward biodegradable alternatives and recycled packaging. ROA Medicare's inclusion of Stone Paper Packaging for supplies is a direct response to this global shift, reducing the carbon footprint of medical hospitality and clinical labs.
Smart inventory management and IoT-enabled sterilization monitoring are becoming standard. Facilities now require supplies that are compatible with robotic systems, such as our Surgical Robot Equipment Drapes, which are designed for precision fit on Da Vinci and other robotic platforms.
There is a rising need for decentralized testing. This drives the demand for rapid sterilization indicators and portable diagnostic kits that maintain clinical-grade accuracy in non-traditional settings.
Global enterprises are seeking "China Plus One" strategies but still rely heavily on China's massive industrial clusters for the sheer scale and speed of production. Factories in Hebei, like ROA Medicare, offer the unique advantage of vertical integration—from raw material processing to final sterile assembly.
Equipping ORs with sterile drapes, orthopedic supports, and high-frequency injection needles. Focus on infection prevention and patient comfort.
Providing the foundational tools for drug discovery, including sterilized containers and precise chemical delivery systems.
Supplying universities with safe, non-toxic, and high-durability equipment for the next generation of scientists.
Facing the future, Hebei ROA Medicare Co., Ltd. will continue to strengthen international cooperation, expand global markets, and enhance innovation capabilities. We are committed to becoming a trusted global healthcare partner by delivering professional products, reliable quality, and exceptional service. Through our core philosophy of "Health First, Quality Foremost, Trust Always," we invite global procurement directors and medical distributors to partner with us in building a more resilient healthcare infrastructure.