Explore our highly integrated portfolio of medical-grade consumables and surgical sterilization supplies.
Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that "Health, Trust, and Innovation are the foundation of every family and society."
Driven by this philosophy, ROA Medicare has grown into a professional and reliable supplier in the global healthcare market, continuously improving product quality, expanding international cooperation, and contributing to better healthcare solutions for people around the world. We combine advanced cleanroom manufacturing protocols with rigorous clinical evaluation to ensure our solutions meet the stringent demands of global buyers.

In the contemporary medical environment, infection prevention and control (IPC) is the cornerstone of patient safety and clinical efficacy. As a globally recognized sterilization products factory and exporter, Hebei ROA Medicare Co., Ltd. bridges the gap between raw material integrity and end-user safety. The sterile barrier system (SBS) is not just a packaging cover; it is a critical medical component designed to prevent ingress of microorganisms and allow aseptic presentation at the point of use.
Global challenges such as supply chain fragmentation, evolving pathogen resistance, and stringent regulatory demands (such as the transition from MDD to MDR in Europe) require manufacturers to be highly adaptive and technically sound. ROA Medicare addresses these demands by offering engineered solutions, including medical flat bags, sterilization reel pouches, absorbable sutures, and comprehensive personal protective equipment (PPE), which are manufactured under strict ISO 13485 cleanroom protocols.
Step inside our advanced manufacturing facility utilizing modern automation, strict purification controls, and rigorous quality inspection.









The name “ROA Medicare” represents responsibility, professionalism, and care for human health. We believe that healthcare is not only about products, but also about trust, safety, and long-term commitment to customers and patients worldwide.
Our company logo and brand identity reflect our dedication to the medical industry. The combination of blue and green symbolizes professionalism, reliability, health, and vitality. Blue represents safety, precision, and trustworthiness, while green reflects life, healing, sustainability, and hope. Together, they embody our mission to deliver safe and effective medical products that improve quality of life.
At ROA Medicare, we understand that every product we manufacture and every service we provide can directly impact human health and well-being. Therefore, we always adhere to our core philosophy:
“Health First, Quality Foremost, Trust Always.”
We are committed to:
Through continuous innovation and professional service, we aim to meet the evolving demands of the global healthcare industry.
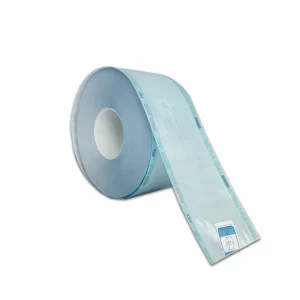
The performance of sterilization packaging hinges on two fundamental parameters: microbial barrier properties and sterilization process compatibility. Modern sterilization packaging (such as our Medical Consumables Sterilization Flat Bag Heat Seal Reel Pouches) relies on a critical combination of medical-grade paper or high-density polyethylene fibers (e.g., Tyvek®) combined with multi-layer co-extruded copolymer films. The polymer structure must withstand the extreme physical stress of sterilizing mediums (ETO gas, high-pressure steam, or gamma radiation) without losing structural integrity or generating toxic chemical outgassings.
During steam sterilization (autoclaving), heat and moisture penetrate the porous web of the medical paper, reaching the internal chamber to eliminate microbial life. Upon cooling and drying, the fibers in the paper contract, establishing a complex tortuous path that prevents bacteria, spores, and dust from entering the pouch. For low-temperature gas sterilization (Ethylene Oxide - ETO), the membrane must allow the gas molecules to transfer efficiently and subsequently permit degassing to remove hazardous residuals. The structural chemistry of our adhesives and plastic layers is designed to prevent delamination during temperature swings, maintaining seal strength and peelability without tearing.
We source medical-grade paper with controlled pore structures alongside high-tensile polymers. This ensures a consistent microbial barrier and prevents packaging failures in automated sealing lines.
Our sealing films incorporate advanced multi-layer heat-resistant resins. These provide wide operating temperature windows for packaging machines, preventing premature micro-tears during peeling.
Engineered for Steam, Ethylene Oxide (ETO), and Gamma Radiation protocols, our sterile packaging maintains structural safety across diverse clinical sterilization environments.
The medical device packaging sector is transitioning towards smarter and more sustainable solutions. ROA Medicare's R&D department has established a strategic roadmap focused on three core pillars:
Conventional chemical indicators only show if a package was exposed to sterilization. Next-generation indicators will verify specific dwell times and temperature thresholds. By integrating nanotechnology-based dyes into our indicator strips, we aim to provide irreversible, highly readable, and non-toxic color-shifts that give clear visual verification of sterilizing parameters.
Medical waste disposal presents a significant environmental challenge. To address this, ROA Medicare is developing biodegradable paper-to-film structures. By incorporating polylactic acid (PLA) derivatives and bio-based polymers, we aim to reduce carbon footprints without compromising clean peel properties, shelf-life, or microbial barrier performance.
With hospitals digitizing their Central Sterile Supply Departments (CSSD), we are preparing packaging solutions printed with unique GS1-compliant 2D matrix codes. This facilitates complete instrument tracking from inventory, through sterilization, and down to the specific surgical procedure, reducing hospital errors and streamlining quality audits.
Regulatory compliance is critical for global medical exports. ROA Medicare adheres to international guidelines to ensure smooth customs clearance and regulatory validation:
Our sterilization and medical solutions serve various clinical fields, each with unique requirements:
Hospitals need consistent supply chains and durable packaging to manage high-volume daily instrument sterilization. Our sterilization reels offer strong puncture resistance, protecting heavy orthopedic and general surgical instruments during handling.
Smaller clinics require quick, reliable sterilization pouches with clear chemical indicators. Our self-sealing and flat pouches provide clear, simple indicators for steam sterilizers, making them easy for clinic staff to use safely.
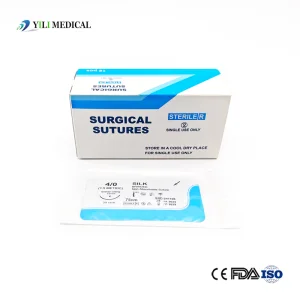
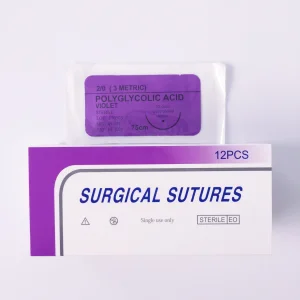
Medical device manufacturers require custom-sized sterile packaging for items like pre-packed sutures or catheter kits. We provide customizable rolls and pouches that integrate smoothly with automated inline packaging machines.
Procuring medical disposables globally demands more than just finding a low price per unit. International procurement managers must weigh logistics reliability, lead times, trade compliance, and quality consistency. ROA Medicare addresses these priorities through optimized production systems and structured supply chain management:
From advanced wound dressings to orthopedic support systems, we deliver certified safety to global clinics.
Technical answers to common questions about sterilization materials, standards, and import guidelines.