High-precision equipment engineered for critical care and patient rehabilitation.
The global respiratory therapy market is undergoing a seismic shift. Driven by an aging population, the rising prevalence of chronic obstructive pulmonary disease (COPD), and the long-term impacts of global health crises, the demand for sophisticated respiratory care is at an all-time high. As a premier respiratory therapy products manufacturer, Hebei ROA Medicare Co., Ltd. stands at the intersection of medical clinical expertise and industrial innovation.

The transition toward Tele-Respiratory care and IoT-enabled monitoring is allowing for real-time patient data analysis and improved clinical outcomes.
Modern patients demand freedom. Our R&D focuses on lightweight, high-battery-life portable oxygen concentrators and ventilation aids.
Utilizing advanced sterilization machines (like the VA-SV50) to ensure zero cross-contamination in critical care environments.
At Hebei ROA Medicare, we don’t just manufacture; we engineer reliability. Our "Factory 4.0" initiative integrates AI-driven quality control, automated assembly lines, and blockchain-traceable logistics to provide global partners with an unparalleled competitive edge.


Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that “Health, Trust, and Innovation are the foundation of every family and society.”
Driven by this philosophy, ROA Medicare has grown into a professional and reliable supplier in the global healthcare market, continuously improving product quality, expanding international cooperation, and contributing to better healthcare solutions for people around the world. The combination of blue and green in our identity symbolizes professionalism, reliability, and vitality.
We strictly follow international quality management standards and continuously improve our manufacturing and inspection systems to ensure product safety and reliability. Our products, ranging from medical disposables to hospital equipment, are designed to meet the rigorous demands of modern clinical environments.
In today’s rapidly changing healthcare industry, innovation is the driving force of sustainable development. ROA Medicare continuously invests in product research and development, supply chain optimization, and modern production technologies to ensure our partners stay ahead of the curve.
Our 72-hour closed suction tubes are vital for preventing Ventilator-Associated Pneumonia (VAP) in long-term respiratory patients.
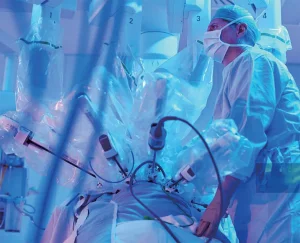
Customized drapes for the Davinci Xi system ensure sterile integrity during high-precision thoracic and abdominal procedures.
Orthopedic supports and breathable knit braces provide the necessary stabilization for patients recovering from surgery at home.

Advanced Mixing Lab

Automated Filling Systems

Climate-Controlled Logistics

Precision Casting Technology

Splint Manufacturing Unit