Ensuring safety and precision in specialized pharmaceutical distribution.
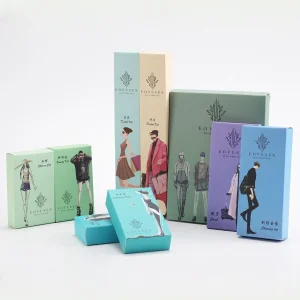
The Australian pharmaceutical landscape is undergoing a paradigm shift towards Personalized Medicine. As the aging population in states like New South Wales and Victoria increases, the demand for customized dosages—especially in Hormone Replacement Therapy (HRT), pediatric medicine, and palliative care—has skyrocketed. This surge places a critical emphasis on the quality of Prescription Packaging & Compounding Supplies.
Hebei ROA Medicare Co., Ltd. recognizes that for Australian pharmacists, packaging is not just a container; it is a critical component of therapeutic efficacy. Our supplies are engineered to meet the stringent requirements of the Therapeutic Goods Administration (TGA) and the Pharmacy Board of Australia, ensuring that every compounded medication maintains its stability, potency, and safety from the lab to the patient.
Aseptic Integrity in Sterilization Supplies
Certified Quality Management Systems
Years of Global Medical Export Expertise
The future of Australian pharmacy lies in Smart Packaging. Our R&D department is currently integrating RFID tracking and time-temperature indicators into our compounding supplies. This allows Australian hospitals and clinics to monitor the "Cold Chain" integrity of sensitive compounds in real-time.
"By 2027, the Australian compounding market is expected to grow by 6.4% CAGR. Suppliers must pivot from bulk delivery to 'Value-Added' localized support and compliance-heavy documentation."
- ROA Medicare Growth Strategy
Global supply chain volatility has taught us that Resilience is Mandatory. Our manufacturing facility in Hebei utilizes "Factory 4.0" principles—merging Big Data with automated production lines—to ensure that our Australian partners never face stock-outs.
Our casting and filling machines operate with sub-millimeter precision, critical for compounding vials and syringes where dose accuracy is non-negotiable.
Need a custom packaging size for a specific Australian clinical trial? Our 3D-assisted design team can provide prototypes within 72 hours.
Dedicated shipping routes to Sydney, Melbourne, and Brisbane ports, reducing transit times by 20% compared to standard exporters.
Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that “Health, Trust, and Innovation are the foundation of every family and society.”
Driven by this philosophy, ROA Medicare has grown into a professional and reliable supplier in the global healthcare market, continuously improving product quality, expanding international cooperation, and contributing to better healthcare solutions for people around the world.

“Health First, Quality Foremost, Trust Always.” We are committed to:
Environmental protection and sustainable development are important parts of ROA Medicare’s long-term strategy. We actively promote green development through environmentally friendly product selection and energy-saving production processes.
Inside our state-of-the-art production hub.









A: Yes. All our prescription packaging and medical supplies are manufactured in ISO 13485-certified facilities and are designed to align with the safety and quality expectations of the Therapeutic Goods Administration (TGA) in Australia.
A: For standard bulk orders, our production-to-port time is approximately 15-20 days, with an additional 12-18 days for maritime transit. We also offer air freight for urgent medical requirements.
A: Absolutely. We offer customized printing and labeling services to help local pharmacies maintain professional branding across all patient-facing packaging.
A: We utilize multi-stage sterilization (EO or Gamma Radiation) and conduct rigorous batch testing for endotoxins and sterility before any shipment leaves our facility.
Explore our full range of medical-grade packaging and supplies.
Partner with Hebei ROA Medicare Co., Ltd. for reliable, TGA-aligned, and innovative compounding supplies.
Request Technical Specs & Pricing