An Analysis of Industrial Dynamics, Material Innovation, and Supply Chain Stability
The global demand for skin protection products has transitioned from basic hygiene to specialized medical intervention. Post-pandemic shifts have emphasized the need for biocompatible, waterproof, and antimicrobial barriers in both clinical and industrial settings. Markets in North America and Europe are increasingly focusing on "Smart Wound Care" and advanced PPE that offers breathability without compromising microbial barriers.
China continues to dominate the medical manufacturing sector through vertical integration. Factories in regional hubs like Hebei leverage proximity to raw material producers (like medical-grade PU and TPE) to reduce lead times by 30%. At ROA Medicare, our high-speed automated production lines ensure consistency in micron-level thickness for surgical drapes and dressings, providing a cost-to-quality ratio that is unmatched globally.
Our engineering team focuses on E-E-A-T principles by integrating real-world clinical feedback into product design. For instance, our PU medical dressings utilize advanced semi-permeable membrane technology, allowing oxygen exchange while preventing water and bacterial ingress, a result of decades of polymer research and hospital-level trials.
Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that “Health, Trust, and Innovation are the foundation of every family and society.”
The name “ROA Medicare” represents responsibility and professionalism. Our logo's blue and green palette signifies the fusion of Safety (Blue) and Vitality (Green), reflecting our mission to improve global quality of life through sustainable medical solutions.

Years Experience
SKU Products
Global Partners
Quality Inspected
From Sterile Operating Rooms to Extreme Industrial Environments
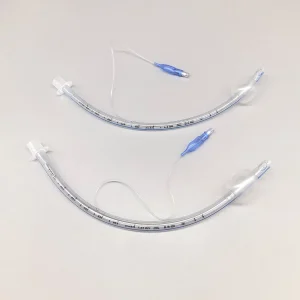
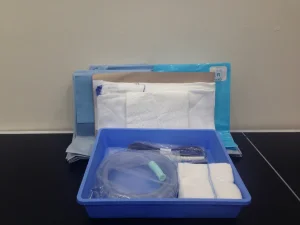
Our Angio Packs and Endoscopic Drapes are engineered for high-fluid surgical environments, ensuring a sterile field and skin protection for patients during prolonged procedures. The use of non-woven, low-linting materials reduces the risk of post-operative infections.
Construction, mining, and oil & gas sectors utilize our heavy-duty PPE. Skin protection here means preventing chemical burns, abrasions, and long-term exposure to hazardous particulates, utilizing our specialized multi-layer protective fabrics.
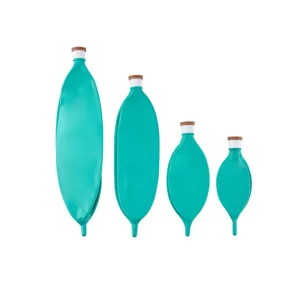
For elderly care and recovery, our TPE breathing bags and negative pressure drainage devices provide clinical-grade support in a home setting, emphasizing ease of use and skin-friendly contact materials to prevent pressure ulcers.
The medical skin protection industry is witnessing a paradigm shift toward Sustainable Material Science. At ROA Medicare, we are actively researching biodegradable PU membranes and eco-friendly TPE polymers to reduce the carbon footprint of disposable medical products. Another significant trend is "Precision Protection"—customizing surgical kits and dressings based on specific surgical modalities to minimize waste and maximize efficiency.
Digitalization in the supply chain is no longer optional. Our AI-driven inventory management allows us to predict global demand surges, ensuring that our international B2B clients never face stockouts. We provide "Information Gain" to our partners by sharing data on material durability and compliance updates, ensuring they stay ahead of evolving regulations in the EU and North America.
State-of-the-art facilities ensuring medical-grade precision








Addressing the Procurement Needs of Global Healthcare Enterprises
A: Our factory is ISO 13485 certified, and our products meet CE and FDA standards. We provide full documentation for international customs and healthcare regulatory compliance.
A: Yes, ROA Medicare specializes in bespoke medical solutions. From custom-sized surgical drapes to branded prescription vials, our R&D team works directly with clients to meet specific clinical needs.
A: Depending on the SKU and volume, standard lead times range from 15 to 30 days. Our proximity to the Port of Tianjin allows for rapid global shipping.
A: We employ a multi-stage quality control process, including raw material inspection, in-line automated monitoring, and post-production sterilization validation using ETO or Gamma radiation methods.